史中平(广州擎天材料科技有限公司)
摘要:介绍并探讨在静电喷涂中影响死角上粉率的各种因素,提出了调整粉末配方和喷涂工艺的具体工艺措施,有效地提高了粉末在静电喷涂中死角的上粉率,为减弱粉末涂装过程中的法拉第笼效应屏蔽提供一种可能性。
关键词:静电喷涂;粉末涂料;法拉第笼效应;上粉率
0 引言
粉末涂料具有较高的生产效率,优异的涂膜性能,良好的生态环保性和突出的经济性等特点,受到市场的广泛青睐。在生产中,设备厂家通过对静电设备喷枪的改良和设备技改提高死角上粉率。工件死角上粉率看似非常简单的问题,即让经过静电喷枪的粉末附着在复杂折弯工件的凹面处,然而做到这一点非常困难。实际生产中工件形状更为复杂,需要采用多把喷枪进行喷涂。因此粉末在喷涂过程中,必需克服各种不利因素,减弱法拉第笼屏蔽效应,使凹槽区域得到有效涂装,即提高死角上粉率。本文着重研究高压静电喷枪在电晕放电喷涂过程中如何改善工件折弯凹槽内部金属死角上粉情况。
1 影响粉末涂料死角上粉率原因
影响粉末死角上粉率的因素有很多,其中的两个主要理论因素,分别是粉末的带电效应和法拉第笼屏蔽效应。
1.1 粉末带电效应
粉末的带电效应决定粉末自身所带的电荷q0,影响粉末粒子在接地表面的工件上的沉积率。喷涂粉末受电场力作用,粒子到达工件表面后,带电颗粒缓慢消散电荷,表面逐步形成次生电场,粉末在电场作用下,沉积在工件表面,当粉末达到一定厚度,电场逐渐减弱,粉末上粉率变差。所以工件表面涂层厚度受颗粒平均电荷和涂膜厚度的影响。由此可推断粉末的带电效应是影响死角上粉的重要因素。在一定时间内,粉末沉积颗粒所带平均电荷是表面电阻系数的函数。可见粉末的上粉沉积率与粉末的电阻率有较强的内在联系,在试验中降低电阻率,有利于粉末带电,提高死角上粉率。
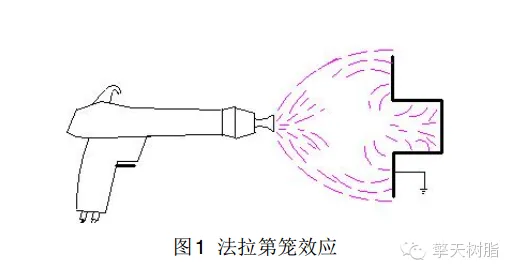
1.2 法拉第笼效应
粉末喷涂到工件表面,普通电晕喷枪释放的强电场具有十分突出的优势,整个表面上粉率好,但当工件表面带有深凹坑或沟槽时,往往会碰到法拉第笼效应,见图 1,喷涂的粉末粒子会集中在电力线阻位较低处(即这些凹陷部位的边缘处),因为边缘处场强增加,直接导致粉末粒子朝边缘处运动,这些地方的粉末沉积明显,粉末很难到达凹槽内,这就是我们平常所说的法拉第笼效应。理论上讲,当边缘处涂上厚厚的粉末层,其他粉粒便不能再在该处沉积时,唯一的去处就只能是进入深凹的底部。真实情况并非如此,实践例子证明,粉末无法到达工件凹槽底部,因为其一,由于粉粒被电场强力地推向法拉第笼的边缘,因而只有很少的粉粒有机会进入凹陷部位。其二,由电晕放电产生的自由粒子会沿电力线走向工件的边缘处,使已有的涂层迅速被多余的电荷所饱和,以致反向离子化十分强烈,形成凹槽真空,内部不带电,无法沉积粉末粒子,所以死角上粉难。
2 试验方法
原有评判粉末死角上粉率好坏与否,在工业生产中,粉末企业只是根据客户反馈信息,说上粉率好还是不好,然后进行配方调整。粉末厂家自身没有一个评判标准,这对我们配方的改善是不利的。本项目拟设立一个专门的实验程序,对粉末死角上粉率进行体系评价。
死角上粉率测定:
实验器材:实验室高压静电喷枪;铝板;夹子;电子天平;实验粉末涂料;
试验方法:使用一个专门设计的铝板,进行死角上粉率的测试试验,铝板中央凹槽深75px,宽 75px,如图 2所示。
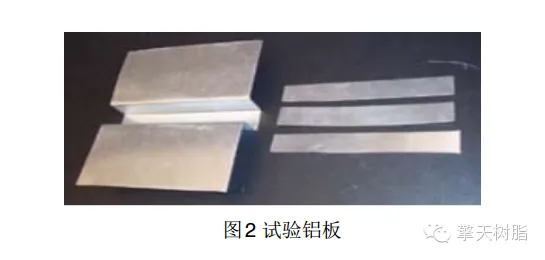
喷涂前用夹子将3 条铝片(宽75px,长和铝板相同),分别固定在相应部位,两条位于槽外,一条位于槽底壁上,然后在固定风量,电压下根据试验喷涂定量粉末。3条铝片在喷涂前、后分别称质量,以测定粉末沉积量。通过槽内底壁粉末沉积量 minternal与槽外两条铝片上粉末量平均值 mouter 进行比较,就能测出死角上粉率:
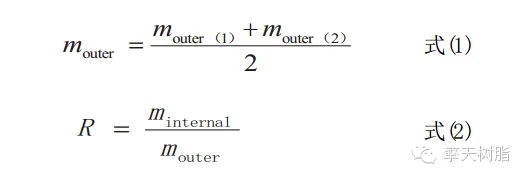
R=1 表示死角上粉率好,R=0 时表示静电屏蔽效应最大,死角上粉率几乎为0。
3 解决粉末死角上粉率的措施
提高配方整体带电性的,主要包括树脂,填料和助剂的调配,这三方面是影响粉末在喷涂上粉率的重要因素。
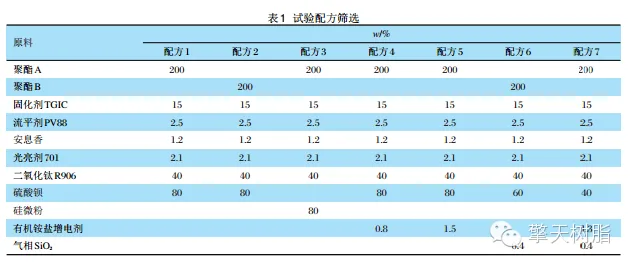
实验室聚酯粉末涂料试验配方筛选及涂膜性能分析见表1、表2。

3.1 材料
粉末涂料主要由环氧,聚酯树脂等高分子化合物组成,这些化合物有较高的介电常数,因而在电场中受到的电场力作用强,如果在配方中只用纯树脂,上粉率好。但由于价格成本高,一般不采用此种方式,粉末厂家为自身市场竞争的需要,降低材料成本添加填料,控制合适的颜基比,其中添加粒径细的填料,在试验中,如超细硫酸钡,可提高死角上粉率。
3.2 带电助剂
现在粉末厂家基本是通过在粉末配方中外加带电助剂来实现粉末死角上粉率的提高。主要分为两种;增电剂和抗静电剂。增电剂主要成份为带电基团的有机胺盐,提高喷涂时粉末粒子的带电量,并将工件表面的电荷及时泄漏掉,提高死角上粉率,从而克服了静电屏蔽效应。抗静电剂不同于一般的胺类带电剂,使粉末具有很好的摩擦带电性能。它自身的带电官能团在粉末喷涂中能捕捉电离场中负离子带上负电电荷,减弱凹槽死角等部位法拉第笼效应电力线作用,这时带有较多电荷的粉末粒子就能靠自身的力量到达工件表面,改善死角上粉。根据试验配方5对带电助剂进行优选,结果显示,添加 0. 1%~0.6%的有机铵盐助剂,能有效地降低粉末电阻率,增加粉末带电效应,提高粉末死角上粉率。
3.3 粉末后混助剂的研究
粉末经ACM主、副磨的转速,和冷风系统,得到的粉末粒径正态分布集中、峰值合适。但粒径本身很细,自身的流动性很弱,不利于粉末带电性,影响粉末的死角上粉率。提高粉末颗粒带电性,需要在挤出和粉碎过程中加入气相二氧化硅或氧化铝。例如加入一定量的气相二氧化硅和氧化铝 C,能够有效提高粉末带电性,并增加粉末流动性。添加气相金属氧化物,如配方 7,在喷涂中最能有效地克服法拉第笼效应,密度更小的胶体二氧化硅附着在粉末颗粒表面,增强原有粉末粒子的带电性,有利于穿透法拉第笼效应区域,死角上粉率更好。气相二氧化硅是蓬松高纯度无定形白色粉末,按极性分为亲水性和疏水性两类。根据实践生产选用疏水性的气相二氧化硅,可改善粉末的带正电荷性,提高死角上粉率,效果显著。疏水性气相二氧化硅应用效果最好的是赢创的 AEROSIL972,在试验过程中干混添加0.1%~1.0%,即可达到较好的死角上粉率效果。此外,干混助剂气相二氧化硅有助于提高粉末的贮存稳定性、降低吸潮性、增加边角覆盖效果。在粉末涂料中添加合适粒径的氧化铝C同样也能提高粉末死角上粉率,效果也比较明显。
4 提高粉末死角上粉率的工艺研究
4.1粉末电阻率与死角上粉率关系
喷涂粉末颗粒的电阻率,决定了沉积在工件表面颗粒的电荷消散速率。表面电阻系数高的颗粒在死角处能够较长时间保留他们的原始电荷,而表面电阻系数较低的颗粒很快就消散了他们的表面电荷。当表面电荷高时,电效应强烈,法拉第笼效应表现强烈,粉末在喷涂中不易到达死角。实验结果表明:当将表面电阻率为1. 5×106 Ω·m 的粉末喷涂在实验基材上时,死角出现裸露金属。当经过改进实验配方,试验发现,当粉末电阻率< 2×104Ω·m 时,粉末易喷涂到工件上,并且死角上粉率好,但如果电阻率太低(如<6×102 Ω·m),死角上粉率虽好,但容易出现边角积粉,涂层固化会出现较厚的波纹橘皮,影响涂层美观。为了得到适宜的涂层、附着力和死角上粉率,粒子表面的电阻率应该保持在103~104 Ω· m范围内。
4.2 电压与工件喷涂距离关系
粉体在喷涂时电压要适当,将粉体喷涂出枪口并且呈松散状态,有利于粉末带电。粉末涂料喷涂电压一般保持在 50~90kV,不同电压下,上粉率都随喷涂距离的增加而下降。在实验室喷涂折弯工件过程中,试验初期,死角上粉率一直不好,认为推近喷枪与工件的距离,可以减少法拉第笼效应,提高死角上粉率,然而这是一种错误的认识。喷枪与工件距离越近,到达工件表面的电流就越强,当喷枪靠近工件表面试图将粉末推入法拉第笼效应区域时,随着距离增进,空间电流增大,工件表面单位面积内的自由离子密度大大增加,反电离作用提前发生,反而无助于工件死角上粉率。根据实验室经验,调节合适的电压 60~70kV,根据工件折弯度的不同,适当调节喷枪与工件的距离,并且保持在 10~15 cm 之间,可促进粉末向法拉第笼效应区域渗透,使粉末沉积在死角处,提高死角上粉率。
4.3 粒径与死角上粉率关系
粉末涂料的材料大部分都是高绝缘性能材料,一定粒径粉末粒子一旦带上电就很难消失,且粉末的电阻率也较大。现在普通粉末厂家一般都控制粒径在 35~45 μm,这一粒径范围的粉末在电场中的上粉率较好。理论研究表明,粉末粒子的带电量与粉末粒径的平方成反比,粒径较粗的粒子带电强度大,更容易透过法拉第屏蔽效应区域,沉积在工件表面,死角上粉率好;粉末粒径偏细,带电量小,在电场中要克服粉末重力,空气动力等不利因素影响,死角上粉困难。本项目试验结果显示,能较好克服法拉第效应促进死角上粉的粉末粒径宜控制25~35 μm范围之内。细粒径(≤10 μm)控制在 8%以下,超细粉一般不带电,喷涂过程中主要受空气气流的影响;粗粒径(≥70 μm)控制在 3%以下,能够有效地避免凹槽边沿的厚涂问题,克服粉末在未达到工件表面掉落或者粒径较细的粉末被吸走等不利因素,实验室试验结果表明死角上粉率检验值能达到R≥0. 7以上。
5 结语
探讨粉末死角上粉率时,有多种因素共同作用,要将内在和外在因素加以区分。外在因素包括被涂工件弯角大小与形状,客户喷粉系统,喷粉施工人员等,这些因素也影响死角上粉率,是不可忽略的因素。本文讨论的是粉末配方调整和喷涂工艺中的可操作因素,属于内在因素。随着粉末研发和生产技术的不断改进,可以有效地避免死角上粉率差问题,但不能完全解决上述问题,只有对以上可变因素进行适宜调整,综合实现粉末喷涂死角上粉率预期目标。
